焊錫條焊接時如何判斷焊點是否均勻?
設計指南和應用手冊 全型,小型,微型系列 轉換器及配件模塊
在焊錫條焊接過程中,判斷焊點是否均勻主要依賴于以下幾個標準和觀察方法:
焊錫條焊接時如何判斷焊點是否均勻?
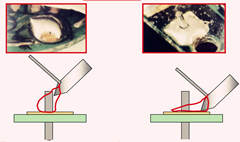
焊點的外觀:
良好的焊點應呈現光滑、圓滑的表面,沒有明顯的毛刺或不規則的突起。焊點應均勻覆蓋焊盤和焊腳,
形成一個完整的連接。如果焊點表面不光滑或有明顯的凹凸不平,可能是焊錫流動不均勻或溫度控制
不當所致
焊錫的分布:
焊錫應均勻地分布在焊點上,沒有明顯的過量或不足。焊錫應從焊點的一側流動到另一側,形成一個
均勻的焊點
。如果焊錫集中在焊點的一側,導致焊點不均勻,可能是焊接手法或溫度控制不當
焊點的光澤度:
焊接完成后,焊點的光澤度可以反映焊錫的質量。如果焊點發白,說明焊錫絲含鉛量較大,焊錫絲質
量較差。同時,焊點的光澤度也可以反映焊接過程中的溫度控制是否恰當。如果焊點發黑或發灰,可
能是焊錫氧化或溫度過高導致的。
焊點的潤濕程度:
焊點的潤濕程度是判斷焊接質量的重要指標。潤濕是指焊錫在加熱后能夠均勻地覆蓋焊盤和焊腳,形成
一個光滑的表面。如果焊點潤濕不充分,可能會出現虛焊、假焊或冷焊等不良現象。潤濕不充分的焊點
通常表現為焊錫堆疊不均勻,焊點表面不光滑
。
焊點的形狀:
良好的焊點應呈圓錐狀,與焊盤和焊腳完全焊接,沒有明顯的空隙或溢出。如果焊點形狀不規則,可能是
焊接過程中溫度控制不當或焊接手法不正確所致
。
焊錫的流動性:
焊錫在焊接過程中應能夠均勻地流動,覆蓋整個焊點。如果焊錫流動性差,可能會導致焊點不均勻或出現
缺焊、空焊等不良現象。焊錫的流動性還受到焊錫絲純度和烙鐵溫度的影響。
焊點的穩定性:
良好的焊點應穩定,沒有明顯的裂紋或空洞。如果焊點不穩定,可能會導致接觸不良或短路。焊點的穩定
性可以通過觀察焊點的光澤度和表面光滑度來判斷。
焊點的清潔度:
焊點應清潔,沒有明顯的錫渣或雜質。如果焊點上有較多的錫渣,可能是焊錫絲純度不高或焊接過程中溫
度過高所致。焊點的清潔度也反映了焊接過程中的操作規范和設備狀態。
焊點的對稱性:
良好的焊點應具有良好的對稱性,焊錫均勻分布在焊點上,沒有明顯的偏移或傾斜。如果焊點對稱性差,
可能是焊接過程中角度控制不當或焊接手法不正確所致
。

焊點的填充程度:
根據焊接標準,焊錫應至少填滿75%的桶形面,以保證接口可以牢固地連接。最理想的是100%填滿
。如果焊點填充程度不足,可能會導致接觸不良或短路。
通過以上標準和觀察方法,可以有效地判斷焊點是否均勻,從而確保焊接質量。
儀表用焊錫條 63錫條 6337錫條 儀表用錫條 波峰焊錫條 手工浸焊錫條
無鉛焊錫條 焊錫條 環保焊錫條 高溫焊錫條 低溫焊錫條 錫銀銅錫條
本新聞不構成決策建議,客戶決策應自主判斷,與本站無關。本站聲明條款擁有最終解釋權,并保留根據實際情況對聲明內容進行調整和修改的權利。
[轉載需保留出處 - 本站] 分享:【焊錫信息】http://www.s8793.cn/
2025-07-01
2025-07-01
2025-07-01
2025-07-01

